Особенности производства саморезов как идея для бизнеса
Содержание:
- Финансовый план
- Технология изготовления и оборудование для производства
- Что представляет собой холодновысадочный станок
- Плюсы предприятия
- Оборудование для производства саморезов
- Разработка схемы производства
- Таблицы соответствия диаметра крепежа и размера отвертки (биты)
- Основные вопросы организации производственной и коммерческой деятельности.
- Что потребуется для того, чтобы начать зарабатывать на производстве саморезов
- Необходимое оборудование
Финансовый план
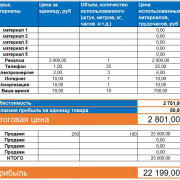
Для финансирования проекта привлекаются собственные вложения учредителя в сумме 1,5 млн рублей. Эта сумма составляет общую его стоимость.
Расчет расходов по статьям проекта выполнен на основе средних цен на основную продукцию, сложившихся на отечественном рынке на конец 2016 – начало 2017 года.
Сегодня стоимость одного самореза составляет примерно 20 коп. Производительность указанного в бизнес-плане оборудования такова, что за 2 смены работы (один рабочий день) предприятие сможет изготовить около 140 тыс. саморезов.
Расчет расходов предприятия по статьям (за год работы):
| Статья | Сумма расходов (в руб.) |
| Аренда производственных помещений | 1 200 000 |
| Фонд заработной платы | 900 000 |
| Регистрационные и сертификационные расходы | 25 000 |
| Приобретение исходного сырья | 187 500 |
| Оплата коммунальных услуг | 360 000 |
| Амортизационные расходы (10%) | 450 000 |
| Дополнительные расходы, аутсорсинг (6%) | 300 000 |
| Всего | 3 422 500 |
Расчет прогнозируемых доходов предприятия (за год работы):
| Статья | Сумма доходов (в руб.) |
| Размер дневной прибыли | 28 000 |
| Размер прибыли за 1 месяц | 600 000 |
| Размер прибыли за 1 год | 7 500 000 |
Таким образом, валовая прибыль предприятия за первый год работы составит 5 187 500 рублей, а с учетом уплаченных налогов и сборов оно получит чистой прибыли около 4 млн рублей. Если учесть, что начальные вложения в бизнес-проект равны 1,5 млн рублей, то затраты на открытие предприятия окупятся не позднее чем через 3 месяца работы цеха по изготовлению саморезов.
Технология изготовления и оборудование для производства
Производство по изготовлению метизов не является сложным, если работу по организации бесперебойного процесса выполняют специалисты. Важный компонент — постоянные поставки проволоки разного диаметра. От качества сырья зависит качество готовой продукции и цена изделия. Технология заключается в трех основных процессах:
- нарезка болванок нужного размера;
- формирование шляпки и острия;
- нарезка резьбы.
Для придания изделиям улучшенных свойств технологический процесс дополняется закалкой изделия в печи, фосфатированием, оцинкованием, оксидированием.
Оборудование:
- холодновысадочный станок;
- резьбонакатный станок;
- центрифуга;
- закалочная печь;
- гальваническая линия.
Линия полностью автоматизирована, рабочие загружают сырье и выгружают готовую продукцию. Стоимость такой линии зависит от мощности производства. 250-300 метизов в минуту могут изготовить станки стоимостью около 2 млн рублей. Оборудование приобретается как в России, так и за рубежом. Импортное оборудование дорогое, ремонт требует больших затрат. У предпринимателей пользуется спросом оборудование стран Азии. В целях экономии средств можно купить станки по отдельности, но это может создать дополнительные проблемы при запуске линии. Если капитал минимальный, приобретают оборудование бывшее в эксплуатации, можно сэкономить до 300 тысяч рублей на начальном этапе. Но дальнейшая замена запчастей может свести всю экономию к нулю.
Производство гвоздей
Для производства необходимо приобрести 2 станка: тельфер и гвоздильный аппарат, общая стоимость 600 тысяч рублей.
Сырье: низкоуглеродистая сталь, проволока, которая имеет разную толщину.
Из проволоки получаются гвозди разного диаметра. Разматывание проволоки происходит с помощью станка тельфера.
Уже размотанная проволока помещается в гвоздильный аппарат, в котором при помощи ударного механизма отрезается нужная длина гвоздя. Формируется шляпка и острие. За 1 минуты производства можно изготовить 350 гвоздей. Количество зависит от мощности линии. Спрос на гвозди стабилен в любое время года. Вместе с оформлением для начала работы нужно 1, 5 млн. рублей. Но, если в месяц изготавливать до 300 тысяч штук, можно заработать эти 1, 5 млн. рублей. Вычесть затраты до 50% от суммы, остается прибыль 800 тысяч рублей. Но продать сразу всю продукцию не получится, поэтому можно сказать, что максимум за полгода производство сможет окупить себя, в идеале за 2- 3 месяца.
Производство шурупов
Оборудование:
- резьбонакатный станок;
- холодновысадочный станок;
- закалочная печь;
- автомат для покрытия готового изделия.
Стоимость оборудования около 2 млн. рублей.
Сырье: нержавеющая сталь или латунь, которая продается в виде проволоки в бухтах.
Изготовление шурупа происходит в 4 этапа:
- На холодновысадочном станке отрезается проволока нужного размера, формируется шляпка шурупа;
- на резьбонакатном станке изготавливается резьба по всему шурупу;
- готовый шуруп закаляется в печи;
- в автомате наносят оцинкованное или фосфатированное покрытие.
Производство саморезов
Оборудование:
- холодновысадочный станок;
- резьбонакатный станок;
- центрифуга;
- закалочная печь;
- линия гальваники.
Сырье: сталь и латунь.
Производство саморезов
Процесс изготовления трудоемкий:
- нарезается проволока, формируется наконечник на холодновысадочном станке;
- на резьбонакатном станке изготавливается резьба;
- изделие закаляется в печи и обрабатывается антикоррозийными составами;
- процесс сушки происходит в центрифуге.
Количество изготавливаемых саморезов в минуту зависит от мощности станков, в среднем 250 штук.
Производство дюбелей
Оборудование:
- термопласт;
- центрифуга;
- прессовочный станок.
Стоимость оборудования 600-900 тысяч рублей.
Сырье: поливинилхлорид или нейлон.
Нейлон дорогой материал, но из него получаются универсальные дюбеля, применяемые в теплоизоляции. Цена готовой продукции из поливинилхлорида ниже, чем из нейлона. Гранулированное сырье проходит подготовку, плавление и прессование.
Производство болтов и гаек
Оборудование:
- гайконарезной станок;
- холодновысадочный автомат;
- фильер;
- штамповочный автомат.
Цена оборудования в среднем 1млн. 300 тыс. руб.
Сырье: титан, медь, бронза, латунь, нержавеющая сталь.
Процесс изготовления основан на непрерывном холодном формовании.
Что представляет собой холодновысадочный станок
Такое оборудование относится к группе станков:
- стационарных среднегабаритных;
- универсальных скоростных;
- автоматизированных двухударных;
- непрерывного действия.
Использоваться станки этой разновидности могут для производства не только собственно саморезов, но и практически любых других видов крепежей — болтов, шурупов и пр. В данном случае все зависит от настроек такого оборудования.
Монтируются холодновысадочные станки на основе жесткой сварной рамы. Подача проволоки к основному узлу в них производится из бухты храповым устройством пошагово. Длина заготовки в станках этого типа регулируется перестановкой упора. Высадочные удары в оборудовании выполняются пуансоном. Первый удар при этом загоняет стержень к упору, а второй — формирует головку.
Как делают саморезы на предприятиях, таким образом, понятно. Технология производства таких крепежей, в принципе, не слишком сложна. При этом сами холодновысадочные станки изготавливают заготовки очень быстро. В зависимости от показателей производительности и мощности, один такой агрегат за минуту может производить до 100-300 саморезов.
Плюсы предприятия
Почему выгодно организовывать мини-завод по выпуску саморезов:
- Большой «срок годности» продукта. Он может храниться годами, и при отсутствии хороших продаж на старте, вы не потеряете деньги на испортившемся товаре. Главное – обеспечить сухость в месте, отведённом под склад;
- Оптовый сбыт. Подобная продукция закупается исключительно оптом, поэтому нет необходимости работать с мелкими и розничными покупателями;
- Стабильность. В этой нише нет понятия «распиаренности» бренда или жесткой ценовой конкуренции. Как правило, закупщики товара сотрудничают с одним заводом годами. Для получения стабильного дохода требуется наладить продажу в 2-3 места;
- Дешевизна обустройства цеха. Несмотря на дорогостоящее промышленное оборудование, сам цех не требует огромных вложений. Достаточно найти дешёвое помещение на окраине города;
- Отсутствие особых требований к квалификации персонала. Все станки просты в работе и обслуживании, любого работника можно научить ими пользоваться за несколько дней. Не требуется нанимать профессионалов и платить зарплату выше средней.
Оборудование для производства саморезов
Чтобы выпускать качественный товар, потребуются специальные станки. Предложений по продаже линий очень много, но то, какое именно купить оборудование для производства саморезов, будет зависеть от выбранной технологии изготовления.
Станок-автомат для изготовления саморезов
Основные этапы, которые обязательно должны осуществляться в производственном цехе:
- Формирование заготовки (форма, длина, вид наконечника).
- Нарезание резьбы определенного шага.
А для расширения ассортимента и выпуска высококачественных изделий линию потребуется расширить, добавив следующие стадии:
- Закаливание поверхности. Это быстрый нагрев изделия с последующим мгновенным охлаждением. Цель – придание саморезам особой прочности.
- Антикоррозионная обработка. Изделия покрываются специальными веществами, которые обеспечивают им устойчивость к негативным условиям внешней среды.
И если дополнительные этапы технологии для экономии средств при оснащении цеха можно пока не внедрять, то базовый набор оборудования понадобится в любом случае.
Простейшая линия включает в себя:
- Волочильный автомат. Это печь с несколькими фильерами, через которые протягивается металлическая проволока для получения полуфабрикатов нужного диаметра. Цена – от 60000 руб.
- Холодновысадочный автомат. Это агрегат для формования головки и острия крепежного изделия. Цена – от 80000 руб.
- Резьбонакатной станок. Это аппарат с плашками для нарезки резьбы определенного шага. Цена – от 100000 руб.
Цена оборудования, предлагаемого поставщиками, может варьироваться в широком диапазоне. Многое здесь зависит от бренда, комплектации, мощности, степени автоматизации. Но покупать высокопроизводительную линию, если не налажены каналы сбыта, вряд ли имеет смысл – оборудование будет простаивать. Цена станка для производства саморезов будет ниже, если купить б/у оборудование. Но подобные сделки всегда рискованы, поскольку нет никакой гарантии, что «товар» проработает долго.
Думая, где купить станок для изготовления саморезов, обращайте внимание не только на стоимость оборудования, но и на его производительность. Как правило, мощность во всех современных линиях можно менять в зависимости от потребностей производства – от 50 до 300 готовых изделий в минуту
Разработка схемы производства
Непосвященным кажется, что достаточно приобрести станок, способный выпускать определенный вид товара, а дальше все пойдет само. На самом деле потребуется прорабатывать технологию, обосновывать режимы и уточнять реальную выработку.
Имея чертеж будущего здания для производства, начинают прорабатывать особенности каждого подразделения.
В складах для сырья потребуется продумать, как и где доставленный товар будет храниться.
- Для изготовления метизов чаще всего используется проволока.
- Ее хранят в бухтах.
- Масса каждой бухты может достигать нескольких сотен килограммов.
- Поднимать и перемещать придется с помощью вспомогательных видов подъемно-транспортного оборудования.
- При хранении потребуется предотвращать поступление влаги внутрь помещения, иначе проволока быстро заржавеет и станет непригодной к использованию.
Поэтому на схемах указывают часть требований к складу сырья.
- Производство предполагает наличие не только самого станка, а также размотчика.
- Бухты устанавливают на размотчик, он позволяет осуществлять равномерную подачу на станок.
Для выпрямления скрученной в бухты проволоки используют специальные роликовые системы для выпрямления заготовок. О них производители оборудования говорят в последнюю очередь, полагая, что потребитель для начала должен приобрести станок. Но без систем выправления невозможно производить качественный продукт.
Многие могли встречать на практике саморезы или гвозди, имеющие определенные искривления. Подобное возникает в тех случаях, когда технология производства не продумана до конца. Отсутствует важный элемент, о котором не знали.
Таблицы соответствия диаметра крепежа и размера отвертки (биты)
Для качественной и уверенной работы с крепежом, имеющим внутренний шлиц, важно правильно подобрать инструмент – ручную отвертку или биту для шуруповерта. Размер рабочего профиля инструмента должен точно соответствовать размеру рабочего профиля в шляпке метиза
Размер рабочего профиля инструмента должен точно соответствовать размеру рабочего профиля в шляпке метиза.
Самые распространенные саморезы, шурупы и винты чаще всего имеют прямой или крестовый шлиц, размер которого напрямую связан с диаметром ножки крепежа.
Ниже приведены таблицы соответствия диаметра метиза и размера отвертки (биты).
Винты
1. Винты с низкой цилиндрической головкой и прямым шлицем DIN 84, ГОСТ 1491-80, EN ISO 1207.
Таблица 1
| Диаметр винта, d, мм | М1,2 | М1,4 | М1,6 | М1,8 | М2 | М2,5 | М3 | М3,5 | М4 | М5 | М6 | М8 | М10 |
| Диаметр головки, dk, мм | 2,3 | 2,6 | 3 | 3,4 | 3,8 | 4,5 | 5,5 | 6 | 7 | 8,5 | 10 | 13 | 16 |
| Ширина шлица, n, мм | 0,3 | 0,3 | 0,4 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,2 | 1,6 | 2,0 | 2,5 |
| Размер отвертки SL, мм | 0,3х2,0 | 0,4х2,5 | 0,5х3 | 0,6х3,5 | 0,8х4 | 1х5,5 | 1,2х6,5 | 1,2х8 | 1,6х10 | 2х12 | 2,5х14 |
2. Винты с прямым шлицем с цилиндрической скругленной головкой DIN 85, ГОСТ 17473-80, EN ISO 1580.
Таблица 2
| Диаметр винта d, мм | М1,6 | М2 | М2,5 | М3 | М3,5 | М4 | М5 | М6 | М8 | М10 |
| Диаметр головки dk, мм | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 12 | 16 | 20 |
| Ширина шлица n, мм | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,2 | 1,6 | 2 | 2,5 |
| Размер отвертки SL, мм | 0,4х2,5 | 0,5х3 | 0,6х3,5 | 0,8х4 | 1х5,5 | 1,2х6,5 | 1,2х8 | 1,6х10 | 2х12 | 2,5х14 |
3. Винты потайной головкой и полупотайной головкой и прямым шлицем: ГОСТ 17475-80, DIN 963, EN ISO 2009, DIN 964, EN ISO 2010, ГОСТ 17474-80.
Таблица 3
| Диаметр винта d, мм | М1,2 | М1,4 | М1,6 | М1,8 | М2 | М2,5 | М3 | М3,5 | М4 | М5 | М6 | М8 | М10 |
| Диаметр головки dk, мм | 2,3 | 2,6 | 3 | 3,4 | 3,8 | 4,7 | 5,6 | 6,5 | 7,5 | 10 | 9,2 | 14,7 | 18 |
| Ширина шлица n, мм | 0,3 | 0,3 | 0,4 | 0,4 | 0,5 | 0,6 | 0,8 | 0,8 | 1,0 | 1,2 | 1,2 | 2 | 2,5 |
| Размер отвертки SL, мм | 0,3х2 | 0,4х2,5 | 0,5х3 | 0,6х3,5 | 0,8х4 | 1х5,5 | 1,2х8 | 1,6х10 | 2х12 | 2,5х14 |
4. Винты установочные под шлицевую отвертку с цилиндрическим концом (цапфой) и плоским концом: DIN 417, EN ISO 7435, DIN 427, EN ISO 2342.
Таблица 4
| Диаметр резьбы d, мм | М2.5 | М3 | М3.5 | М4 | М5 | М6 | М8 | М10 | М12 |
| Ширина шлица n, мм | 0,4 | 0,4 | 0,4 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2 |
| Размер биты SL, мм | 0,4х2 | 0,4х2 | 0,4х2,5 | 0,6х3 | 0,8х4 | 1,0х5 | 1,2х6.5 | 1,6х8 | 1,6х8 |
Саморезы по металлу
1. Саморезы (шурупы) по металлу с полукруглой (цилиндрической) головкой и прямым шлицем DIN 7971, EN ISO 1481.
Таблица 5
| Диаметр самореза d, мм | 2,2 | 2,9 | 3,5 | 3,9 | 4,2 | 4,8 | 5,5 | 6,3 |
| Диаметр головки dk, мм | 4,2 | 5,6 | 6,9 | 7,5 | 8,2 | 9,5 | 10,8 | 12,5 |
| Ширина шлица n, мм | 0,6 | 0,8 | 1 | 1 | 1,2 | 1,2 | 1,6 | 1,6 |
| Размер биты SL, мм | 0,6х3,5 | 0,8х4 | 1х5,5 | 1х5,5 | 1,2х8 | 1,2х8 | 1,6х10 | 1,6х10 |
2. Саморезы для листового металла с потайной и полупотайной головкой и прямым шлицем: DIN 7972, EN ISO 1482, DIN 7973, EN ISO 1483.
Таблица 6
| Диаметр самореза d, мм | 2,2 | 2,9 | 3,5 | 3,9 | 4,2 | 4,8 | 5,5 | 6,3 |
| Диаметр головки dk, мм | 4,3 | 5,5 | 7,3 | 7,5 | 8,4 | 9,5 | 10,8 | 12,4 |
| Ширина шлица n, мм | 0,5 | 0,8 | 1,0 | 1,0 | 1,2 | 1,2 | 1,6 | 1,6 |
| Размер биты SL, мм | 0,5х3 | 0,8х4 | 1,0х5,5 | 1,0х5,5 | 1,2х8 | 1,2х8 | 1,6х10 | 1,6х10 |
Саморезы для листового металла
1. Саморезы с полукруглой головкой под крестообразную отвертку (биту) PH и PZ: DIN 7981, ГОСТ 10621-80, EN ISO 7049.
2. Саморезы потайные под крестообразную отвертку (биту) PH и PZ: DIN 7982, ГОСТ 10619-80, EN ISO 7050.
3. Саморезы полупотайные под крестом PH и PZ: DIN 7983, ГОСТ 10620-80, EN ISO 7051.
Таблица 9
| Диаметр резьбы самореза, мм | 2,2 | 2,9 | 3,5 | 3,9 | 4,2 | 4,8 | 5,5 | 6,3 |
| Размер (номер) крестовой отвертки | 1 | 1 | 2 | 2 | 2 | 2 | 3 | 3 |
Шурупы по дереву
1. Шурупы с полукруглой головкой, шлиц PH, PZ: DIN 7996.
2. Шурупы с потайной и полупотайной головкой, шлиц PH, PZ: DIN 7997, DIN 7995.
Таблица 10
| Размер резьбы шурупа, мм | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6 | 7 | 8 |
| Размер (номер) крестовой отвертки | 1 | 1 | 2 | 2 | 2 | 2 | 3 | 3 | 3 | 4 |
3. Универсальные саморезы по дереву, гипсокартону со шлицем PH и PZ (черные, желтые, оцинкованные)
Таблица 11
| Диаметр резьбы, A, мм | 2,5 | 3,0 | 3,5 | 3,8 | 4,2 | 4,5 | 4,8 | 5,0 | 6,0 |
| Размер отвертки (биты) Ph/PZ, номер | 1 | 1 | 2 | 2 | 2 | 2 | 2 | 2 | 3 |
Таблица 1. Размеры кровельных саморезов по металлу с острым наконечником
| 4,2×13 | 13,0 | 7,1 | 10,6 – 11,4 | 3,2 | 4,05 – 4,3 | 1,66 |
| 4,2×14 | 14,0 | 1,73 | ||||
| 4,2×16 | 16,0 | 1,89 | ||||
| 4,2×19 | 19,0 | 2,04 | ||||
| 4,2×25 | 25,0 | 2,45 | ||||
| 4,2×32 | 32,0 | 2,87 | ||||
| 4,2×41 | 41,0 | 3,60 | ||||
| 4,2×48 | 48,0 | 3,78 | ||||
| 4,2×51 | 51,0 | 3,87 |
Таблица 2. Размеры кровельных саморезов по металлу с сверлом
| 4,2×13 | 13,0 | 7,1 | 10,6 – 11,4 | 3,2 | 4,08 – 4,22 | 4,5-5,8 | 3,35-3,5 | 1,85 |
| 4,2×14 | 14,0 | 1,87 | ||||||
| 4,2×16 | 16,0 | 2,05 | ||||||
| 4,2×19 | 19,0 | 2,26 | ||||||
| 4,2×25 | 25,0 | 2,61 | ||||||
| 4,2×32 | 32,0 | 3,05 | ||||||
| 4,2×41 | 41,0 | 3,71 | ||||||
| 4,2×51 | 51,0 | 4,10 |
Основные вопросы организации производственной и коммерческой деятельности.
В случае отсутствия собственных денежных средств, необходимо обратиться в банк за кредитом. К рассмотрению вашей заявки банк приступит только при наличии содержательного бизнес-плана, и сможет выдать достойный кредит на организацию бизнес-проекта. Без подробного пошагового описания предстоящей деятельности не обойтись и в случае, когда начальный капитал уже имеется, и надо просто зарегистрировать юридическое лицо, это может быть, например, ИП (индивидуальный предприниматель) или ООО.
Технология изготовления саморезов простая, но ее следует скрупулёзно проанализировать, тщательно рассчитать заранее, до открытия фирмы.
Она напоминает способ производства обычного гвоздя. Отличие металлического крепежа в том, что стержень имеет головку и внешнюю резьбу.
Схема метода холодной штамповки:
сначала сырьё в виде скрученной проволоки распиливается поперёк на небольшие болванки требуемой длины;
- далее формируется шляпка и нарезается резьба;
- обязательная процедура – закаливание получившихся саморезов в печи;
- изделия основательно моются;
- на чистую поверхность легко ложится особое антикоррозийное напыление.
Для организации производства необходимо приобрести оборудование. Операционная линия для производства шурупов полностью автоматизирована:
- Холодно-высадочный станок-автомат обеспечивает ритмичную протяжку проволоки. Нарезанные полуфабрикаты выталкиваются в большой короб;
- Резьбонакатной механизм оборудован специальными плашками, которые вытачивают резьбу определенного размера;
- Закалка готовых самонарезных шурупов происходит в печи, где температура 880-950 ˚С;
- Специальная линия гальваники – это несколько рядом стящих ванн. Саморезы перемещаются в крутящийся барабан, затем погружаются поочередно в ванну с составом для обезжиривания, во вторую емкость с фосфатом, в третью – с оксидами. На заключительном шаге детали промываются проточной водой. Теперь они подготовлены для покрытия слоем цинка;
- Сушатся готовые саморезы горячим воздушным потоком в обычной центрифуге.
Выбор высококачественного оборудования – гарантия бесперебойного выпуска и поставки потребителю готовых металлических изделий.
Специалисты рекомендуют приобрести станки, другое компактное оборудование известных тайваньских компаний FOB, LianTeng. У них конструкция линии функционально завершенная (модульная), допускает независимую отдельно стоящую компоновку и промежуточное диагностирование после каждого очередного действия. Можно купить станок, выпускающий 50 деталей в минуту, можно и более дорогой, работающий со скоростью свыше 250 шурупов за то же время. Последние поколения моделей оборудования по производству саморезов с программным управлением ориентированы на различную длину заготовки и разный шаг нарезки резьбы. Имеют широкие возможности нарезки чередующихся выступов и впадин не только на обычные винты и шурупы, даже на дюпеля.
Хорошо зарекомендовали себя холодновысадочные автоматы марок YH1564, YH2076 со средней производительностью 120, 160 шурупов в минуту. Станки легко обслуживать, они дают отличное качество продукции, имеют небольшой срок окупаемости.
Открыть производство саморезов выгодно также с китайскими полуавтоматами INNOR, Candid.
Выбирая сырьевые материалы, необходимо учитывать многие параметры. Это и вид выпускаемой продукции, и особенности оборудования для саморезов. Например, шурупы для кровли лучше изготовить из высокоуглеродистой стали с высоким коэффициентом твердости. Деревянные элементы обычно скрепляются саморезами из нержавеющей стали. Для латунных крепежей не требуется дополнительное сверление. Ими пользуются в строительстве при выполнении отделочных работ.
Можно приобрести материал в виде проволоки установленного диаметра или в виде заготовки.
В России сейчас множество больших металлопрокатных заводов. Проблем с поставкой сырья как для малых цехов, так и для крупных предприятий не бывает. Основополагающими моментами здесь могут быть только стоимость материала и сроки его доставки.
Что потребуется для того, чтобы начать зарабатывать на производстве саморезов
Небольшое помещение (помните о том, что оно должно быть вентилируемым и предполагать возможность отопления для круглогодичной работы). Поскольку станки шумноватые, ваше помещение для производства саморезов, должно находиться вдали от жилых домов, либо необходимо позаботиться о шумоизоляции производственного помещения.
Во-первых, конечно же, станки — как минимум две штуки. Почему две? Дело в том, что процесс производства саморезов состоит из двух частей. Первая: при помощи холодновысадочного станка формируются метизы — то есть пока ещё гладкие (без резьбы) заготовки необходимого диаметра и длины с тем или иным типом головки (потайная, полукруглая, цилиндрическая и т.д.).
Вторая часть процесса: при помощи резьбонакатного станка на эти метизы накатывается резьба. К слову, резьба эта также может иметь различную глубину и тип, что позволяет производить не только саморезы, но и винты, болты и т.д.
Сами станки, предназначенные как для первой, так и для второй операции представлены на рынке довольно широким ассортиментом. Стоимость их варьируется в зависимости от:
А) того, является ли станок автоматическим (т.е. выполняющим операцию о начала и до конца без участия человека) или полуавтоматическим (при работе на котором некоторые операции необходимо выполнять оператору);
Б) страны производителя. Лидирующими на данный момент являются:
— Candid (Китай),
— LianTeng (Тайвань),
— INNOR (Китай),
— FOB (Тайвань),
— КУПРА (Украина),
— САМСТАЛ (Россия).
Следует учитывать, что при покупке станка из-за рубежа к его стоимости необходимо будет прибавить и оплату его доставки в ваш город.
В) производительности. То есть в случае с холодновысадочным станком — количество изготовления метизов в минуту, в случае с резьбонакатным станком — скорость накатки резьбы.
Помимо станков по производству саморезов, дополнительно пригодится:
— термозакалочная печь, чтобы получить саморезы черного цвета,
— гальваническую линию, для нанесения антикоррозийного покрытия.
Второе, что потребуется для старта производства саморезов — это закупка расходного материала — в данном случае им является специальная проволока, выполненная из углеродистой стали, меди, латуни нержавеющей, карбоновой стали. Как правило, найти завод, который занимается изготовлением и поставкой подобного сырья, не составляет труда. Здесь, как и в случае с выбором любых других поставщиков, необходимо руководствоваться следующими параметрами:
а) цена сырья,
б) его качество,
в) деловая репутация поставщика (т.е. лучше предварительно почитать отзывы в сети),
г) удалённость завода от вашего цеха (от этого параметра будут зависеть сроки доставки материала и размер расходов на его транспортировку).
Третий этап организации производства — поиск каналов сбыта и заключение соответствующих договоров. С этой целью можно лично посетить те или иные точки продаж строительных материалов в вашем городе и обзвонить компании, занимающиеся строительством. Как вариант, можно сотрудничать с множеством мелких строительных бригад и снабжать их своими метизами.
Необходимое оборудование
Цена на производственное оборудования для саморезов высока, поэтому необходимо внимательно изучить конструкцию, производительность. На рынке представлено множество моделей, ценовой диапазон колеблется от назначения, страны производителя, скорости выпуска продукции. Наиболее распространено устройство линии по производству саморезов, где осуществляется заготовка метала, нанесение резьбы и изготовка шляпки, сушка и гальваническая обработка.
Линия по изготовлению саморезов
Производительность станков подбирается при соответствии с нуждами производства
Существуют различные автоматические модели, производящие от 30 до 300 саморезов в минуту, важно понимать, что от этого показателя зависит цена устройства. Контроль за качеством продукции, техническим состоянием оборудования производят подготовленные операторы
Количество людей на производстве зависит от объема линии и плана работ.
Волочильный станок
Осуществляет заготовку прутьев на изначальной стадии процесса. Производство начинается с печи с фильерными отверстиями, через которые проходит проволока и уменьшается в диаметре. Используется для процесса сырьё барабанного типа, так как его легко устанавливать в посадочные места. Для продолжительного использования и соблюдения температурных режимов, оборудование охлаждается смазочно-охлаждающей жидкостью.
Холодновысадочное оборудование
Главной работой холодновысадочного станка для саморезов представляется изготовление шляпок и специальных отверстий на них для работы инструментом. Перед обработкой сырьё делится на равномерное количество изделий, затем производится формирование головки самореза.
Холодновысадочный станок
Холодновысадочное оборудование требует наладки, технического ухода. Правильная центровка всех систем позволит добиться качественного самореза на выходе, удобного для работы клиенту. Оборудование контролирует подачу сырья автоматически, затем после проведения работ, сбрасывает его в бункер или корзину.
Станок для накатки резьбы
Оборудование оснащено небольшим конвейером с закрепляющими элементами. Далее заготовка подвергается обработке плашками с обеих сторон. Накаточные элементы регулируются по доступному ходу, это происходит при смене типа детали. Шаг, форма и количество витков на изделии полностью зависят от используемого элемента, правильной настройки. Каждый разнообразный вид требует наличия отдельного съемного инструмента.
Оборудование для закалки
После вышеперечисленных процессов, изделие выглядит в готовом виде, однако не применимо к использованию. Станки по производству саморезов не способны работать с твердотелой продукцией, поэтому закалка происходит при конце процесса. Закалочная печь настраивается при температурном режиме порядка 900 градусов, после процесса изделия помещают в печь с низким градусом.
Закалочная печь
За счет перепада температур, металл снимает напряжение, менее склонен к изломам. После закаливания производится мойка для очистки готового продукта от следов грязи и нагара, а также происходит охлаждение.
Оборудование для нанесения гальваники
Гальваническое покрытие необходимо для антикоррозийных свойств, повышенным механическим параметрам саморезов. Процесс производиться с использованием нескольких ванн с различными растворами, обработка детали при которых производится последовательно. Начальным этапом является погружение в ванну с обезжиривателем, далее происходит нанесение фосфатного раствора, затем оксидными и т. д. После всех обработок происходит промывка водой, наносится цинковое покрытие под электрическим воздействием.
Станки для сушки и упаковки
Для сушки готового продукта используется барабан с центрифугой, работа производится по принципу стиральной машины. Для упаковки используются пакеты с возможностью расфасовки по несколько десятков штук. При оптовой торговле производится расфасовка в ящики или другую металлическую тару.